impresora flexográfica pequeña y compactadiseño claro y transparente de la unidad de impresiónimpresora pequeñadesbobinador/rebobinador sistema nonstop empalme automático incluso las tripasNonstop flying splice winders even for casing materials.
El desafío clave para los impresores es un trabajo corto, por ello diseñamos Optima para cambio rápido de trabajos. Optima es una máquina pequeña, se puede acceder fácilmente a la película desde cualquier sitio, está equipada con funciones automatizadas que minimizan tiempo y residuo al cambiar trabajo.
Ajuste de registros & presiones
IRIS - representa la única solución offline que combina las virtudes de la máquina montadora y un dispositivo completamente automático para medición de la topografía del cliché y de registro. El sistema completamente automático de la impresora flexográfica Optima ajusta las presiones y registros de todas las unidades de impresión activas en cuestión de minutos con casi cero desperdicio de material y de tintas.
FALCON II representa una solución menos automatizada comparándola con IRIS para ajuste de registros y presiones. Presión es realizada por detección del contacto entre clichés y material. Registros son ajustados por uso de sistema drag and drop en la cámara de inspección. El desperdicio total de material es menos de 100 metros (328.1 ft) y el ajuste lleva solo unos minutos.
IRIS y FALCON II no usan marcas de impresión especiales excepto micropunto estándar para montaje de los clichés. Sin desperdicio adicional de material que fuera necesario para el corte anverso y reverso de los bordes.
Ajuste de tintas
sistema de lavado eficiente Ink Storm
0,6l de tinta residual en el sistema
tiempo, disolvente y consumpción del aire optimizado y monitoreado
Ajuste de material
fácil acceso a la película
altura mínima de la impresora
Ajuste de colores
Sistema colour matching ayuda a lograr la especificación de los propietarios de marca
Gerenciamiento de trabajos
Protocolo de trabajos contiene todos los datos relacionados con el trabajo
2 de las 4 beneficios del cliente
Asegura la mejor calidad de impresión
Pensando en la calidad de impresión, tuvimos que equilibrar las siguientes propiedades físicas: masa (cuanto más mejor), rigidez (diseño que se mantiene fuerte) y capacidad de absorber las vibraciones (los materiales correctos). El resultado es la calidad alta de impresión lograda por dinámica perfecta de la unidad de impresión.
Bancada monobloque
Bancadas son las partes clave en una impresora flexográfica, por ello en el diseño hicimos énfasis en la construcción, características dinámicas óptimas, rigidez y capacidad de absorber las vibraciones que puedan aparecer. Cada bancada es fabricada de una pieza de hiero fundido con una placa atornillada, donde todo el lado del módulo de impresión está moldeado, recocido, torneado, pintado y completamente ensamblado. Esta concepción es única para nuestras impresoras flexográficas de banda ancha donde toda la producción y el control de calidad están debajo de un mismo techo, todo esto es garantía de una máxima precisión que es necesaria para una alta calidad de impresión.
Bounce Control
Este sistema combina elementos que participan en el proceso de la impresión, que con ayuda de sus nuevos diseños, características técnicas y parámetros mejorados disminuyen las vibraciones asegurando una alta calidad de impresión. Estos elementos son las bancadas monobloque de hierro fundido, diseño sofisticado de los grupos impresores y mandriles de fibra de carbono como opción.
3 de las 4 beneficios del cliente
Flexibilidad a través de upgrades futuras
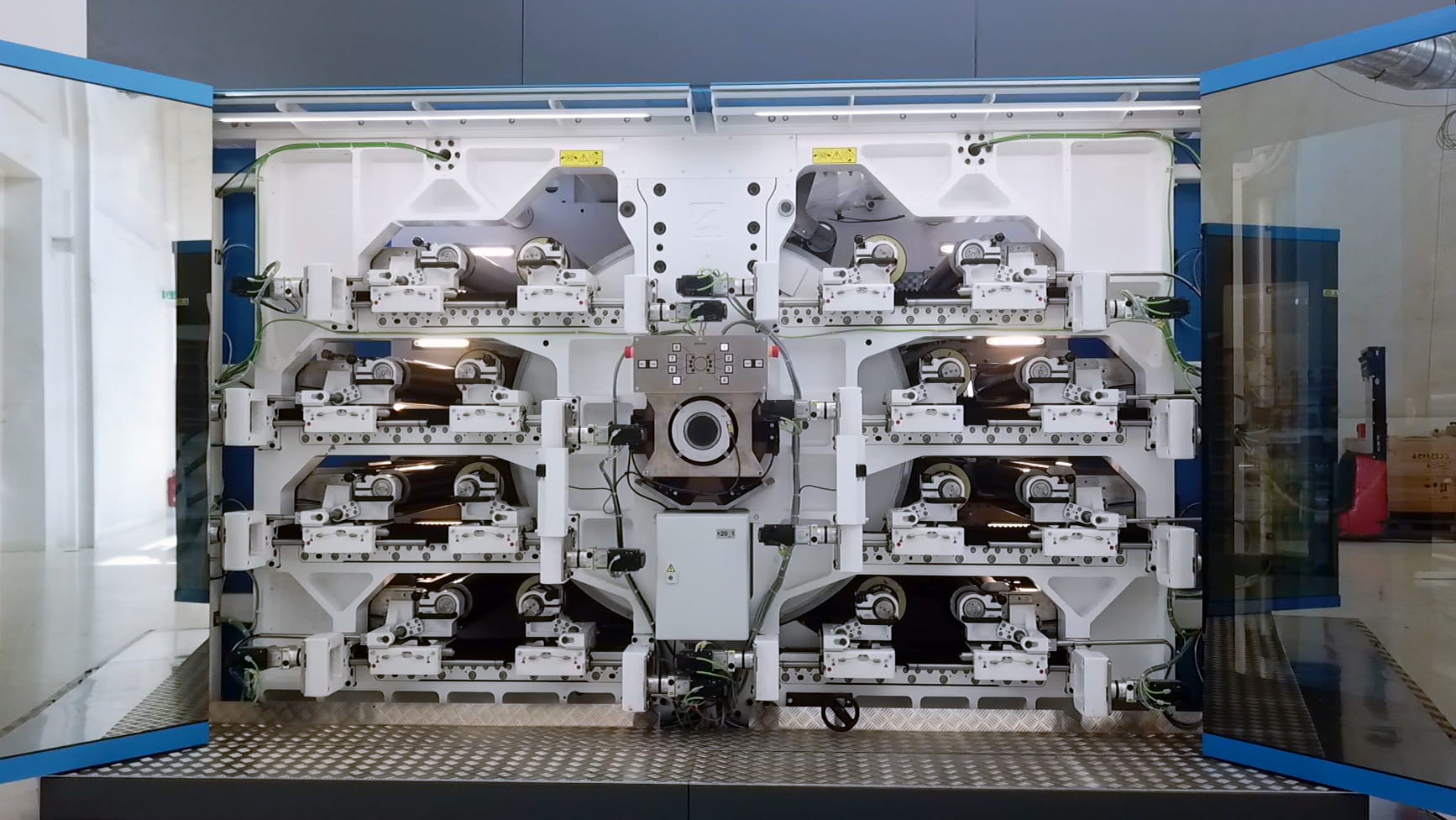
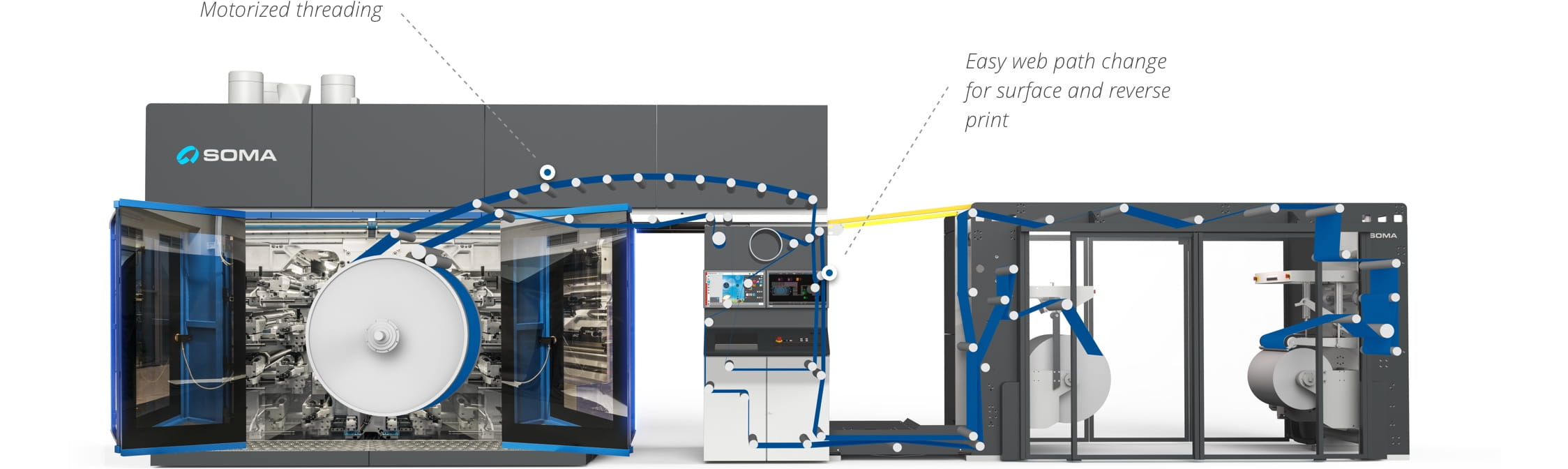
Consideramos que embalaje no es suficiente en el mundo actual de embalajes. El embalaje es más que solo tener buen aspecto.Desarrollamos impresora flexográfica preparada para la implementación de tecnologías en línea que aportan un valor agregado adicional a los embalajes flexibles. El diseño modular de Optima proporciona nivel máximo de personalización de la máquina para necesidades específicas en cualquier momento durante la vida útil de la prensa, no solo durante la primera fase de pedido. Responde a las demandas actuales del mercado y puede implementar laminación en línea, corte longitudinal, perforación o unidades upstream/downstream con costos adicionales mínimos. Estas unidades aportan un valor agregado adicional al embalaje flexible, tal como la impresión sobre barniz u otras coberturas especiales.
Varios tipos de desbobinado/rebobinado
unidad de desbobinado/rebobinado sin eje simple
unidad de desbobinado/rebobinado sin eje sistema nonstop empalme automático
unidad de desbobinado/rebobinado con eje sistema nonstop empalme automático
unidad de desbobinado/rebobinado sistema nonstop empalme automático con manipulación de la bobina
4 de las 4 beneficios del cliente
Ahorre dinero en costos de operación
Al diseñar Optima pusimos gran énfasis en ahorros de costos de operación y amabilidad al operador. Optima tiene muchas funciones inteligentes que al final aumentan la eficiencia general. Único Cartucho de tinta es un ejemplo de este enfoque.
Cartucho de tinta
El sistema ofrece a los impresores el medio de reducir los costos de impresión de pantone, tintas metalizadas y tintas con efectos especiales. Estas tintas de alto volumen de pigmento son consumibles caros y reducción de su cantidad usada y tinta residual permite a los impresores mantener margen de beneficios y al mismo tiempo cumplir con las exigencias de los consumidores finales. Ink Cartridge es un sistema único y primero en construcción y desarrollo de impresoras flexográficas del tambor central.
Cámara cerrada
superficie POSITEC de nano tecnología no adherente
cambio de rasqueta y obturador en la máquina
presión optimal de la tinta
Pantalla táctil intuitiva
manuales y vídeos para el operador en pantalla táctil
Impresora para empresas nuevas en este segmento del mercado, pequeña de dimensión tanto en el ancho como en la repetición y muy fácil de operar
Diseñada para el segmento de impresión de BANDA MEDIA tales como etiquetas wrap-around, mangas retráctiles, bolsas, pouches, otros embalajes flexibles alimentos, copas de papel, bolsas de papel y de regalo
grupos impresores
8 8
ancho de impresión
650/880/1050 mm25.6/34.6/41.3"
velocidad
350 m/min1148 fpm
repetición
240/260/330-650 mm9.4/10.2/13.0-25.6"
diámetro de la bobina
800/1000/1300/1500 mm31.5/39.4/51.2/59.1"
tintas
Tintas base solvente/agua, UV/UV-LEDTintas base solvente/agua, UV/UV-LED
Nos encontrará en más de 50 países de todo el mundo
o
invítenos a una reunión
Estaremos encantados de contarle más sobre nuestra compañía, nuestro equipo o soporte de servicio.
Gracias por su interés
We will contact you with further details a few days prior to the event
Inscríbete para pruebas
Trae tu propio trabajo para hacer pruebas e imprimirlo en nuestra máquina en el Centro tecnológico Soma Globe.
Gracias por su interés
We will contact you with further details a few days prior to the event
Diseños que provocan vibraciones
Flexo es una tecnología prometedora pero tiene una debilidad. Algunos diseños pueden generar vibraciones por el proceso de impresión rotativo de la area impresa y no impresa. Por lo tanto desarrollamos el sistema Advanced Bounce Control que garantiza una impresión sin vibraciones a alta velocidad y manteniendo un buen registro de punto.
Efectividad de trabajo corto
Los trabajos son cada vez más cortos en todas las areas del embalaje flexible por muchas razones como personalización o diferentes tipos de sabores. Nosotros desarrollamos la Optima para los cambios rápidos de trabajo donde se destacan los sistemas únicos como ARUN, Falcon III o Cartucho de tinta.
La tecnología de Gama extendida
Algunos dicen que el futuro de la impresión flexográfica es la tecnología de Gama Extendida (7 tintas fijas sin tintas Panatone). La Optima con su sistema moderno de tinta brinda un punto estable gracias al sistema Advanced Bounce Control (sistema avanzado de eliminación de vibración) siendo ideal para la tecnnología de Gama Extendida. Los beneficios incluyen:
ahorro de tiempo, no necesita un proceso de limpieza de tinta ni de cliché
permite imprimir varios diseños al mismo tiempo
Impresión ambiental
Las futuras generaciones son muy importantes para nosotros. Por eso hemos diseñado la OPTIMA para usar todas las tecnologías amigables al medio ambiente, tales como tintas base agua, papel o materiales biodegradables, EGP o tintas enérgicamente curables.
ULTRA Technology
Tintas UV o UV LED se usan principalmente en el segmento de etiquetas. Los que quieren beneficiar de esta tecnología en el segmento de impresión de banda media o banda ancha, la OPTIMA es la solución ideal.